
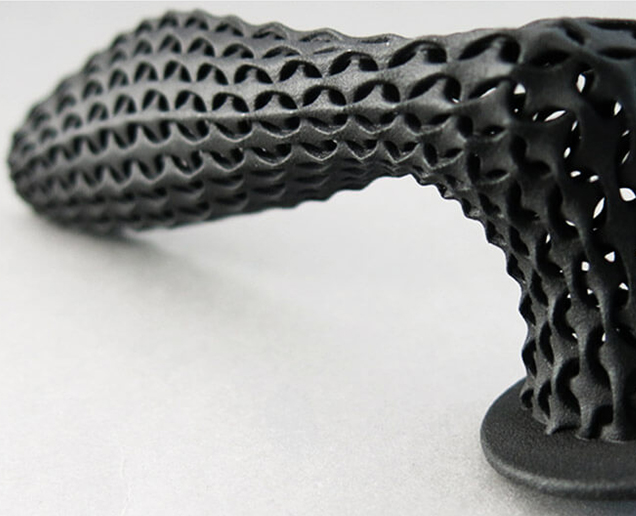

Concept Models
The speed and versatility of MJF let product developers create tough and detailed physical snapshots of their designs.
Rapid Prototyping
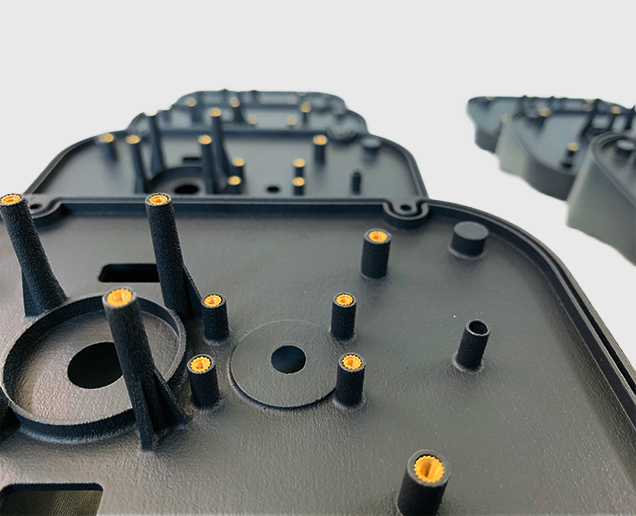
MJF can be used to create fully-functional prototypes, complete with moving parts, as well as all-in-one assemblies.
Direct Digital Manufacturing
The low price and speed of Multi Jet Fusion make it an ideal way to build large quantities of discrete or customized parts.